——热固性塑料的两条工艺路线探索
目前在实际工业应用中,发泡注射成型还未能从热塑性塑料转移到热固性塑料上来。IKVAachen已对这种转移进行了调查,并精确分析了该工艺的经济效率和在轻量化应用方面的潜力。
泡沫热固性塑料可用于低成本生产低密度的耐热组件(©IKV)
多年来,政治家们一直在敦促汽车行业减少二氧化碳的排放量,而要达到这个目的,最重要的是减重。同时,要求发动机舱内材料更加耐高温的趋势正在出现,这就是为什么耐高温或热稳定性好的塑料越来越被人们关注。这些塑料可以满足更高的耐高温要求,同时密度也大大低于金属(例如,PA66-GF30:~1.4g/cm³;钢:7.9g/cm³)。
耐高温热塑性塑料,如聚苯硫醚(PPS)或聚醚醚酮(PEEK),它们具有较高的工作温度和良好的机械性能,而与之相比,具有类似性能的热固性塑料则便宜得多。因此,热固性塑料越来越成为技术应用的重点。然而,具有同等耐高温性能的热固性模塑料的密度(EP~1.9g/cm³)比相对应的耐高温热塑性塑料要大。热固性塑料在轻量化应用中的一个主要缺点就是密度高。但值得一提的是,热固性塑料出色的热学和化学性能以及低加工收缩率的特点有利于将其用于发动机周边。
为了减轻成型部件的重量,人们可以将塑料进行发泡处理。热塑性泡沫塑料注射成型(FIM)是工业上已成熟工艺。成型部件中的泡沫结构是通过在成型期间溶解在熔融塑料中的发泡剂气体的压力释放形成的。除了减轻重量之外,该方法还具有其他优点:因为气泡形成时会直接在所生产的组件中产生压力从而达到均匀保压;此外,发泡剂的加入降低了混合物的粘度,反过来又可以降低注射压力和增加流程。
哪一种发泡工艺是适合的?
尽管有这种潜力,但在工业实践中仍未将FIM转移到热固性加工中,并且从科学的角度进行的研究也很少。因此,本研究的目的是鉴定和分析用于热固性模塑料发泡的合适工艺。
塑料的物理发泡是基于在塑料中发泡剂大量传输的工艺,这些传输受到浓度或压力梯度的刺激。为了测试可浇注热固性塑料的吸附性能,IKV亚琛进行了高压吸附测量,将CO2填充到环氧树脂模塑料(EP)中。结果表明,当加载时间明显超过在经济上合理的循环时间(>60分钟)时,只能达到不足1%的气体浓度。
其原因在于热固性塑料的高填料含量形成了扩散障碍,仅能得到缓慢的吸附速度和低吸附能力。因此,物理发泡不能完全用于热固性加工。
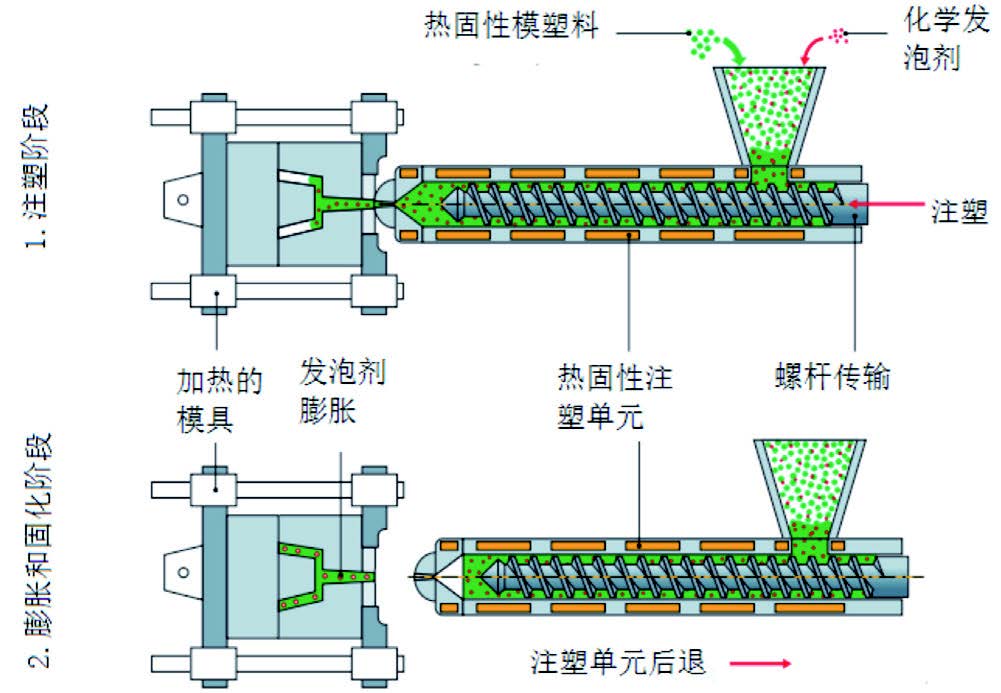
相反,因为不需要对工厂设备进行重大改动,热固性塑料可以进行化学发泡。将粉末状的化学发泡剂与热固性模塑料混合,然后送入注塑机中。在注入热模期间,达到发泡剂的反应温度并释放,形成气孔,气孔通过平行交联反应固化(图1)。
图1 热固性泡沫注射成型中化学发泡剂的膨胀类似于模具中的热塑性泡 沫注射成型,但是反应是由热来引发的(来源:IKV)
由于交联反应和发泡剂反应均由热量来激活,因此在计划实验时必须特别注意温度控制。除了模具和注射成型单元的喷嘴的温度以外,发泡剂含量和注射速度也存在变化。所用的材料是环氧树脂模塑料(型号:EpoxidurEP3582;制造商:RaschigGmbH,Ludwigshafen,德国)和吸热化学发泡剂(BIH,型号:HydrocerolBIH;制造商:科莱恩塑料与涂料(德国拉恩施泰因))
用中空玻璃球代替
降低密度的另一种方法是使用中空玻璃球(HGS)。它们的密度低于模塑料,因此降低了组件的密度。使用中空玻璃球(如化学发泡法)的一个优点是无需修改设备或工艺。密度的降低可以通过中空玻璃球的含量来调节。对于工艺控制而言,重要的是注射成型过程中的剪切力不得超过中空玻璃球的抗压强度。
因此,工艺参数变动不仅有改变中空玻璃球的含量(HGS型号:iM30k;制造商:3MDeutschlandGmbH,Neuss,德国),还有改变螺杆速度,注射速度和喷嘴温度。所用的基体材料是酚醛树脂模塑料(类型:BakeliteX22;制造商:HexionGmbH,Iserslohn,德国)。
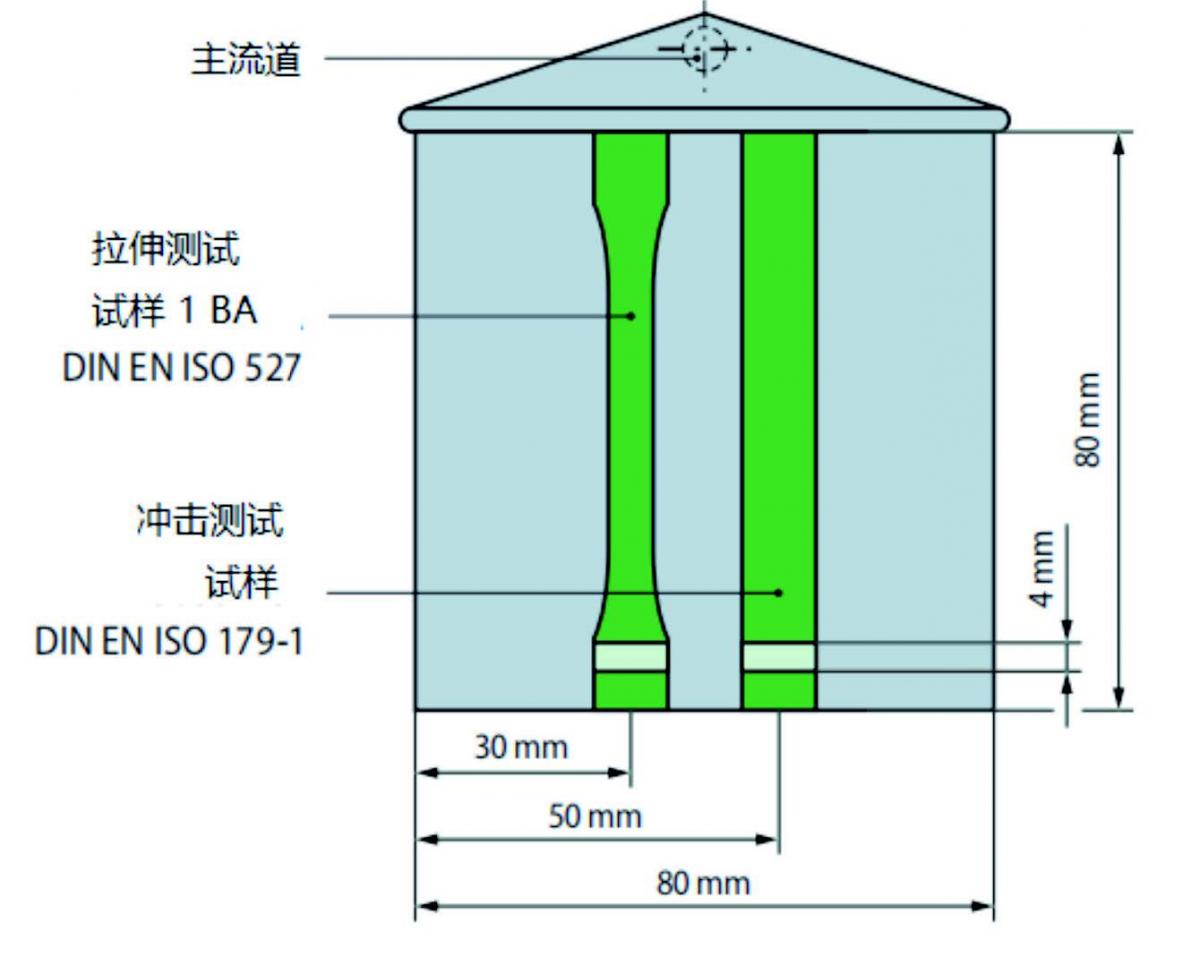
试验在配备了热固性装置(无压缩螺旋输送机,D=30mm,L/D=15)的AllRounder370A–600注塑机(制造商:Arburg,德国洛斯堡)上进行。测试样品是一块尺寸为80x80x4mm的板,从中铣出用于拉伸测试的样品和用于确定冲击强度的无缺口样品(图2)。
图2 样品几何形状可以分析不同的材料特性(来源:IKV)
化学发泡剂的研究
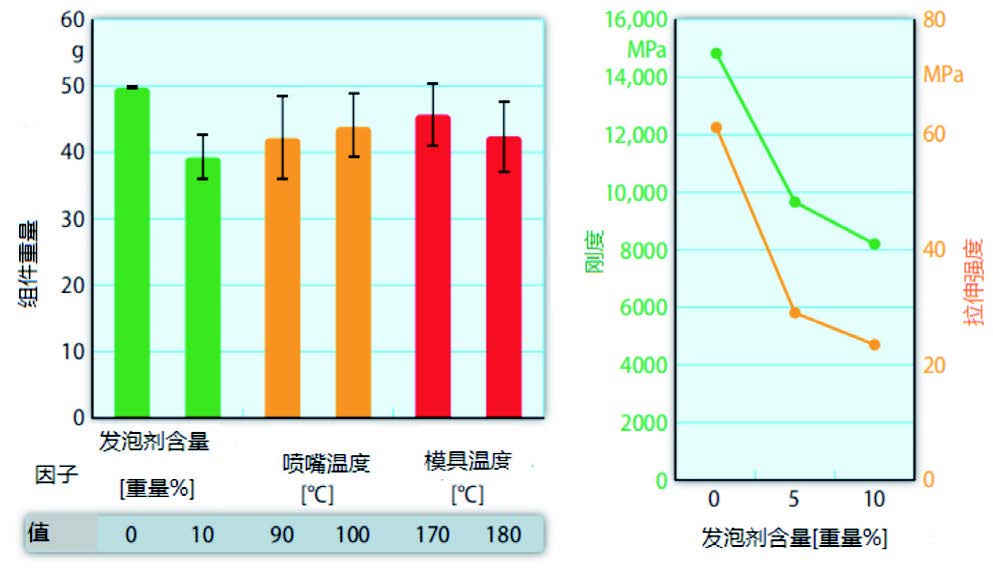
化学发泡剂的发泡作用可降低热固性试样的重量。为了分析工艺参数的影响和相互影响,对组件的重量进行了统计评估(图3)。尽管标准偏差有所增加,但多加10%的发泡剂时,仍可观察到重量显著减少了21%(与实心试样对比)。此外,该评估显示,各种工艺参数并没有进一步的统计学上的显著影响或相互作用。
对机械性能的分析表明,泡沫结构导致性能下降,与所达到的重量减轻不成比例(图3)。与实心参考样品相比,刚度降低了25%,而泡沫样品的强度和冲击强度仅为初始值的一半。
图3 工艺参数的影响:随着发泡剂含量的增加,组件的重量降低。机械 分析的结果显示在右侧(来源:IKV)
在显微镜下检查断裂表面后,试样横截面中不均匀的泡沫结构被证明是强度下降的主要原因。发泡剂的不均匀分布会导致带有聚集气泡的区域,这些气泡会成为材料中的缺陷,从而解释了试样为何会失效。因此机械性能的下降应进行严格评估,但不能直接当作淘汰标准。
中空玻璃球体的优缺点
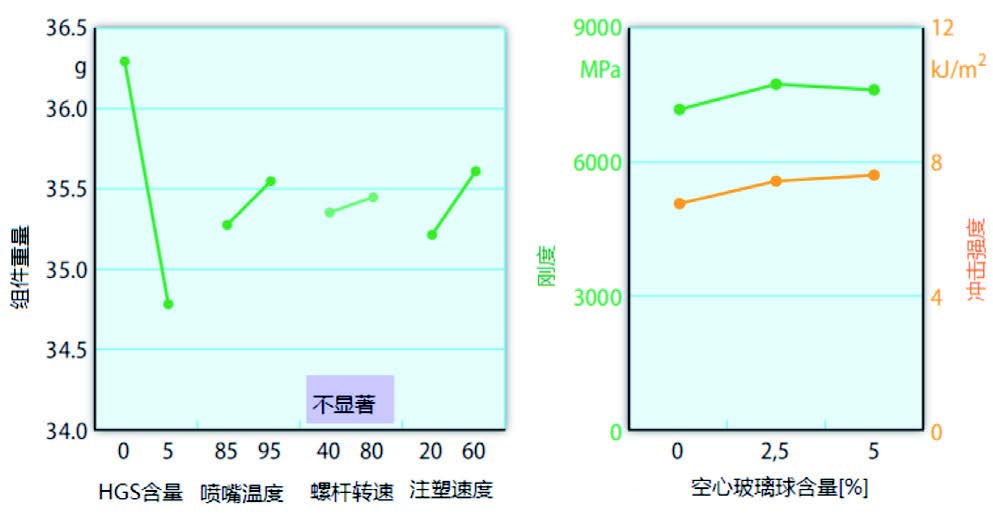
中空玻璃球对试样重量的影响分析显示出三个工艺参数的统计意义:中空玻璃球含量,喷嘴温度和注射速度(图4左)。多加5%重量的中空玻璃球可将组件重量减轻约5%(与实心参考样品相比)。此外,注射速度的增加和喷嘴温度的增加都会导致较高的部件重量。这是由于随着体积流量的增加,速度梯度增加而导致剪切力增加,从而损坏了中空玻璃球。而较高的熔体温度会降低粘度,进而增加模塑料在块状流区域中产生的剪切力,从而增加组件重量。
图4 除了增加中空玻璃球(HGS)的含量之外,降低熔体温度和注射速 度还可以降低组件重量。甚至可以提高刚度和冲击强度(来源:IKV)
除了零部件重量以外,还研究了机械性能(图4右):填料的含量对诸如刚度和拉伸强度的影响。刚度比基体材料高的填充物(例如中空球)会增加组件整体刚度。这种影响已通过机械性能测试得到确认。
研究还表明,随着中空玻璃球含量的增加,拉伸强度降低。填料的长径比对于拉伸强度的影响是决定性的,由于中空球的纵横比为1,因此它们仅在有限的程度上适用于提高拉伸强度。另外,冲击强度随着玻璃含量的增加而提高,这是由于热固性模塑料和中空玻璃之间有良好的粘合。
比较成本,选择合适的工艺
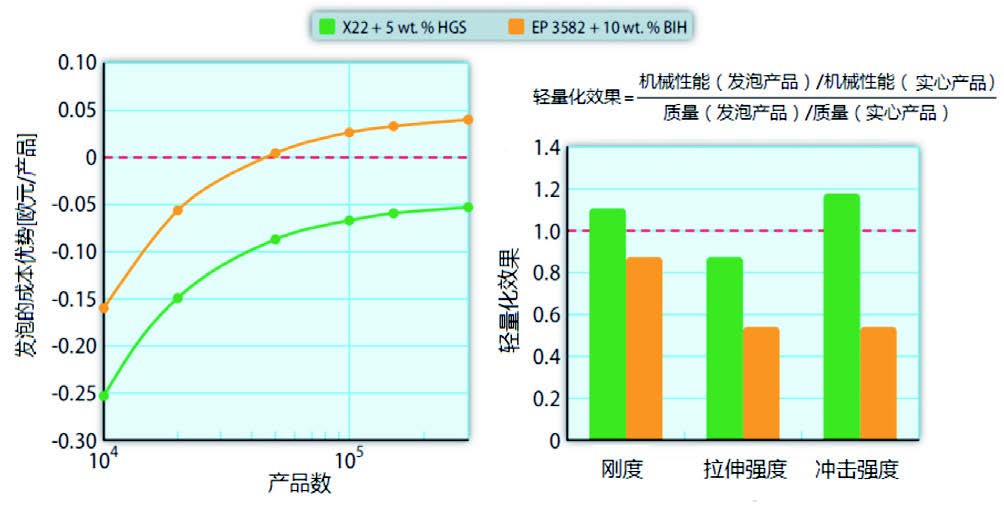
评估哪种发泡工艺更适合热固性塑料,可以通过考虑经济效益来判断。为此,IKV对两种工艺的静态成本进行比较计算(图5)。在计算中,考虑了以下因素:
◆材料费;
◆模具和注塑机的折旧成本,所有工厂的运作成本;
◆人工成本。
计算结果显示了产量在10,000件/年~300,000件/年的情况下与实心组件相比的成本差异。
与实心的试样相比,带有中空玻璃球的泡沫结构并没有成本优势,它比实心组件的生产价格更高。但随着生产数量的增加,二者之间的成本差异会减小,最后会出现一个极限值,大约是每件0.05欧元。这是因为与热固性模塑料相比,中空玻璃球的材料成本高且重量轻。
相比之下,使用化学发泡剂的生产数量为50,000或更多时,会带来比实心组件更高的成本优势。热固性材料的节省(大约20%)可以弥补发泡剂较高的材料成本。
此外,可用轻量化效果来评估工艺方案(图5):除了重量减轻外,还考虑了机械性能的变化。如果轻量化效果大于1,则意味着重量比值的机械性能得到改善。该评估显示化学发泡注射成型没有轻量化效果。但是,当使用中空玻璃球时,在刚度和冲击强度方面达到了轻量化。
图5成本比较计算表明,使用化学发泡剂可产生大量经济效益。另一方面,使用中空玻璃球可以改善机械性能(来源:IKV)
结论
使用化学热固性泡沫塑料注塑成型,可以显著降低部件重量,即使是生产量小也可带来价格优势。然而,这会导致机械性能降低。相比之下,中空玻璃球的使用可以改善机械性能,同时还能减轻重量。但是,这种轻量化效果被较高的材料成本所抵消。即使在目前的开发阶段,这两种工艺也都为用热固性模塑料生产轻质组件提供了巨大潜力,而热固性模塑料具有出色的耐热性和耐化学性。
本文翻译自KUNSTSTOFFEINTERNATIONAL杂志
作者:ChristianHopmann,MaximilianKramer,StefanHaase
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录