由于我国化纤工业起步晚 , 国内的化纤设备比较落后,特别是长丝设备中的高速卷绕头部分,主要依赖国外进口。随着国内化纤纺织工业的不断发展,对电气控制系统的要求逐渐升高。进口机械虽然技术工况较好,但其存在交货期长、维修不及时的特点,无法满足工业生产的需求。因此,开发新的全自动卷绕头电气控制系统非常必要。为此,国内多家企业开始开发全新的全自动高速卷绕头。
芳纶卷绕头机械结构
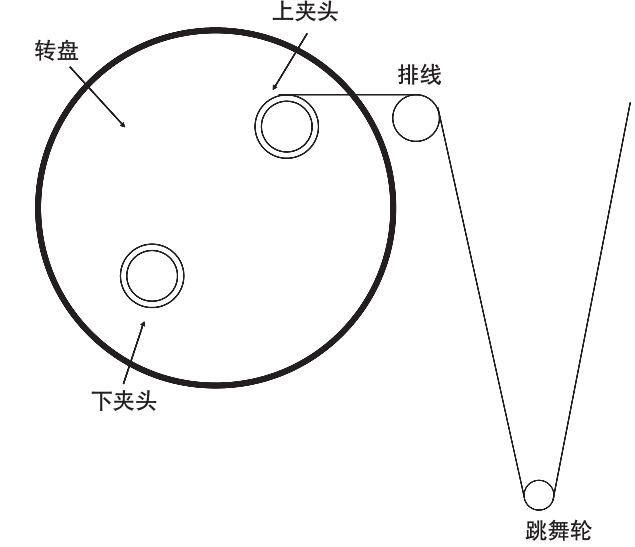
芳纶卷绕头主要结构包括两个夹头、转盘、槽筒、跳舞轮、勾丝机构和推筒机构。其中,两个夹头安装在转盘支架上,由海利普HLP-G100变频器分别拖动,夹头相当于收卷卷筒,夹头速度由PLC输出电流模拟量模块给定。转盘通过伺服电机同步带转动,用作夹头的切换。槽筒通过同步电机的齿形带传动,做横动控制,控制芳纶纤维卷绕时的成型角。跳舞轮将位置反馈给PLC模拟量模块,用于控制上夹头的转速。在转盘旋转到生头位置时,勾丝机构用于切断尾丝。当切换的夹头停止后并找到零位时,推筒机构开始推筒工作。
电气控制系统结构
芳纶卷绕头电气控制系统主要由3台海利普HLP-G100变频器、1台集控PLC、人机界面和1台ASDA-B2系列伺服组成。其中,1台海利普变频器控制槽筒同步电机,2台海利普变频器分别控制2台夹头电机。PLC扩展XBF-PD02A运动控制模块,与伺服驱动器相连,控制转盘伺服电机。PLC通过RS485串行总线控制变频器。PLC通过以太网与人机界面建立通讯。
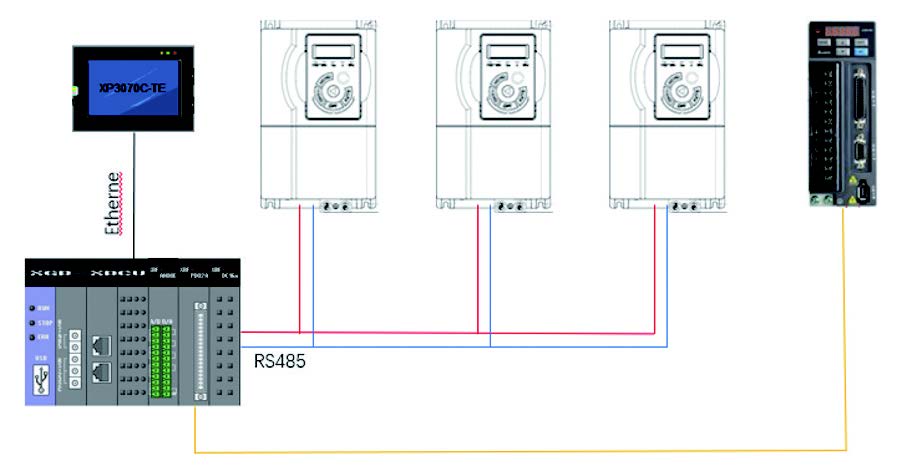
图2、电气控制系统示意图
控制系统要点
中心收卷,跳舞轮位置控制
芳纶卷绕头采用了中心卷绕张力控制方式,夹头电机的转速为n=Vd/D,其中v为线速度,D为卷绕直径,d为卷芯直径。恒线速度恒张力卷绕当卷筒直径变化时,必须保证转速n与卷径D成反比,且电机转矩变化与卷径D成正比,这样才能达到卷绕里外紧度均匀。张力锥度控制逻辑参照文献二丹佛斯MCO305中心卷绕控制器中的说明,锥度张力给定值实际上是根据捆卷直径和锥度给定值修改后的张力给定值。 当锥度为0时,卷绕过程中张力始终不变,当锥度不为0时,随着直径的增大,锥度通常会过度地减小张力给定值。跳舞轮将位置反馈给PLC模拟量模块,用于控制上夹头的转速。
夹头自动切换
芳纶卷绕头全自动切换主要依赖于转盘自动控制及各气缸间的精密配合。转盘控制部分主要包括转盘旋转、松筒、涨筒、勾丝机构等。由于该控制比较复杂,因此对各部件的精密配合程度要求比较高,这就要求PLC的运转要快,可靠性要高。在系统工作中,PLC在夹头零位传感器的作用下判断上夹头是否为夹头A,另外,PLC根据转盘的位置对勾丝机构运转进行控制,并完成勾丝的工作。转盘控制不仅包括满筒时卡盘
轴的上下快速切换,还包括了卷绕时转盘的微动,从而提高丝饼卷装的质量。
在微动的过程中,可以根据卷装直径与机构本身尺寸确定旋转的角度,而完成这一过程就要选择伺服电机进行拖动,在上夹头的卷绕工作完成后,伺服电机转动转盘快速回转,以实现上下夹头的快速切换,最终实现卷绕的全自动过程。通过设置卷绕定长,当计米达到定长时,转盘自动切换。
槽筒同步电机排线控制
横动导丝机构通过丝筒的圆周运动与横动机构的循环运动而成的。由于在高速运转中会出现叠丝或丝束打滑、退绕困难、卷装无法成形等情况。由此可见,横动速度控制关系将直接影响卷装产品成形的质量。因此,在该系统中采用设置卷绕角与防叠丝处理的控制方式,并结合了精密的卷绕方式,保证卷装在高速运转中的质量,并实现顺利退绕,保证退绕时无断丝等情况出现。在卷绕时,通过对不同时刻数据的运算,求出该时刻的卷装直径,以保证无叠丝现象的出现,从而实现卷装不重叠的目的,从而使退绕更加容易,丝饼成型的美观性更高(表面成型好,端面成型好)。
控制系统功能
按键操作及指示
芳纶卷绕头一共有7个操作按钮,分别是急停、启动、停止、涨筒、推筒、切换、复位,每个按键功能都一一对应PLC的I/O输入端口。
手动控制
检查现场接线;
PLC拨到Stop,设置变频器参数和伺服参数;
海利普变频器LCP面板手动运行在50Hz,检测夹头电机和槽筒同步电机的转向;
下载PLC程序与数据,海利普变频器LCP面板手动运行在50Hz,检测夹头转速反馈;
HMI点动转盘,检测转盘转向;
测量上下夹头零位检测信号宽度。
手动生头
提前挂丝,按下“启动”按键,启动按键闪烁,夹头电机,槽筒电机加速,再按下启动按钮,勾丝机构开始勾丝,勾丝结束后,夹头由生头位置旋转到卷绕位置。
槽筒与夹头接触压力控制
槽筒上的摩擦轮与夹头之间的接触压力即丝的接触压力,为了确保丝层表面接触压力的稳定,还要由伺服电机拖动转盘连续微动。
定长计米自动切换
当卷绕长度到达设定好的定长时,转盘自动切换。
小结
综上所述,采用海利普变频器HLP-G100系列变频器,利用其RS485通讯口的高速通讯能力和变频器本身的快速响应能力以及良好的电机驱动能力,能很好地满足芳纶收卷机的收卷控制要求。横动控制上采用精密卷绕技术,也减少了断丝、叠丝、毛丝等现象的发生,使丝饼卷装成形更好,从而提高纺丝品质,保证卷绕的连续性,提高了企业的生产效率与经济效益。
程志平: 上海津信变频器有限公司
针对目前我国高速卷绕头多为进口的现象,本文主要介绍一种国产的全自动高速卷绕头,从卷绕头的机械结构出发,简单介绍其电气控制系统,并重点讲解其控制要点和控制功能。该卷绕头具有系统控制精度高、夹头切换快速及丝饼成型良好等优点。
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录






















