以手工加工方案为主的后加工与自动化加工的发展趋势是背道而驰的。利用固态二氧化碳进行精加工能使用户轻松在早期准备阶段就开发合适的自动化精加工工艺方案。
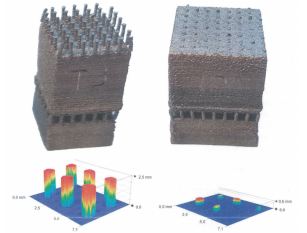
从半成品、原材料加工直至最终零部件装配的全自动生产过程是机械加工企业面临的一大挑战。不仅仅是因为会在不可预测的地方出现一些不规则的毛刺,而这些毛刺常常只能靠手工操作去除,这就打断了正常的加工流程、增加了加工工时;而且还因为新的增材制造技术也因必须去除零件的支撑结构或者清除增材制造的残留物而不能集成到下一步的自动化生产过程中。因此,按照今天的技术水平,增材制造的最终精加工主要也是手工加工。无论是何种加工工艺技术,零部件的清洁度在装配时都具有决定性的意义和作用。然而,现有的自动化精加工方法会因所使用的介质对零件的清洁度产生不利影响,必须在精加工之后再次清洗。
固态干冰颗粒在压缩空气的作用下加速喷射到被加工零件的干冰喷射技术已经在之前公布的研究文献中展示了在金属零件精加工中的应用潜力。机加工的毛刺和增材制造的支撑结构都能够在干冰喷射中有效的清除干净。干冰喷射技术设备的结构非常简单,因此也很容易实现自动化。使用的二氧化碳升华就不再需要清洁和干燥的过程。除此以外,使用流程工业生产过程中的副产品二氧化碳也有利于实现碳平衡。
当前的技术水平
迄今为止发表的文献中,干冰喷射时承受喷射冲击力的模具是不同的,得到的结果也是不同的。在过去的干冰喷射试验中,干冰喷射冲击力的大小是利用压电式三分量测力系统或者利用冲击动量计算来测定的。在第一种试验方式中,平板承受着垂直喷射来的自由射流的冲击;并检测平板的变形和表面损伤情况以及干冰颗粒的动能。在喷射压力为Ps=12巴、干冰质流为qm=125-135kg/h、喷射射束的横截面积As=153mm²时,测量到的最大喷射冲击力为Fz=150N。在冲击动量计算中,利用高速摄影机记录下喷射的一个个干冰颗粒的大小和速度。在喷射压力为Ps=20巴、干冰颗粒直径dPellet=0.6-1mm时,测量到的最大喷射冲击力为Fs=20-60N。迄今为止,干冰喷射力的作用效果都是在实验室条件下测定的。到目前为止还没有市场中干冰喷射系统在真实生产使用环境中的喷射力作用效果的有关数据和信息。另外,在已知的面积上能否直接利用材料附着性能也是一个未知数。
因此,在商用干冰喷射系统中就要开发一种能够将预制的、粘附在样本本体上的材料通过有目的的干冰喷射改变其形状的方法。
解决问题的方法
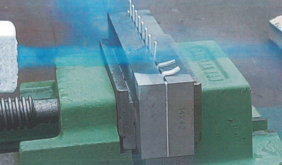
测定干冰喷射冲击力的基本方法是横梁弯曲模型。通过对横梁弯曲的检测可以测定干冰喷射装置的喷射压力。根据喷射压力和受力面积就可以换算出喷射冲击力的大小了。在已经完成的一次试验中,四件被测样本使用的是不同材质的热轧钢板,有着不同的材料强度、宽度和屈服极限。
试验中使用的干冰喷射装置是Kärcher公司研发生产的IB15/120型干冰喷射器;它可以有效的加速直径dPellet=3mm的干冰颗粒。干冰喷射器和干冰喷射时的工作参数都按照能够得到最大喷射冲击力来选择设置的。
考虑到可能的不完美和横梁的塑性变形,因此需要使用有限元软件来考虑材料的这些状况。三阶梁理论是真实的应力—应变曲线的理论基础。
利用有限元软件模拟喷射压力
为了能够利用有限元技术模拟干冰喷射时的压力,根据不同的被加工材料受力后的材料流动曲线进行双线性近似逼近。然后就可以利用得到的特性曲线通过几个迭代步骤确定干冰喷射持续时间内的挠度了。
由于在塑性变形量很小时有着很高的模拟精度,因此利用这种方法对HC260LA材料的样本进行了模拟。模拟过程中,试验样本最大受力面积Amax=50mm²时的最大挠度为ωmax=0.28mm,最小挠度为ωmin=0.08mm,平均挠度为ωm=0.18mm。模拟结果表明:在干冰喷射过程中最小受力面积Amin=20mm²时的喷射压力到达了Ps,max=4.00MPa,最大受力面积Amax=50平方毫米时的喷射压力为Ps,min=3.75MPa。
正如预期的那样:喷射压力与受力面积之比几乎恒定不变。6.25%的相对偏差主要原因是手工操作的不同喷射过程。
随后就可以利用计算方式确定受力面积上的喷射冲击力(实线所示)了。图示最小受力面积Amin=20mm²时的喷射冲击力为Fstrahl=80N,最大受力面积Amax=50mm²时的喷射冲击力为Fstrahl=190N。由于干冰喷射射束直径的面积只有大约AStrahl≈60mm²,可以假设:从喷射冲击力大约Fstrahl=190N起,更大的样本面积也不会导致更大的喷射冲击力了。图中用虚线表示了这一情况。
展望未来
在更好地了解了干冰喷射技术之后,可以无需现场实验就能轻松的将其集成到现有的自动化生产过程中去。用户可以通过对附着力和附着面积的测量来确定和模拟喷射冲击力的大小。将来,将有针对性的研究利用干冰喷射技术去除增材制造的支撑结构和干冰喷射技术在增材制造中的应用。
□ 本文译自 Werkstatt und Betrieb 杂志
作者:Sven Amon,Fardin Pour Abdollahyan, Daniel Gross, Nico Hanenkamp
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录