激光传输焊接是一种不需要添加任何化学溶剂或粘合剂,就能将相似或不同材料的薄膜连接起来的有效技术。该技术可以作为一种应用于包装应用领域(例如食品和制药行业)的新型工艺,热源和加工材料之间无需接触,即可实现强焊接,并且无需使用任何第三种材料,避免了使用任何可能引起污染的物质,该方法有效且可靠。
本文通过采用低功率脉冲波光纤激光器,证明了激光传输焊接工艺对聚乳酸和铝薄膜进行激光焊接的可行性。实验完成了激光焊接试样,并用光学显微镜分析了可能存在的缺陷,对焊缝宽度进行了评估,测试了激光焊接试样的机械拉伸强度。实验还确定了焊接质量、焊接速度和k因子之间的精确关系。其中,k因子代表了单位长度的传递能量,其影响界面处的焊接机理。实验分析得到的可行性区域非常狭窄,只有在平均功率值较高的情况下才有可能出现。实验结果表明:节点的抗拉强度令人满意,数值上与有效粘结面积成正比。
1.介绍
1.1.聚合物的激光焊接
一般而言,激光焊接是一种精密、准确的连接技术,与传统的聚合物连接技术,如粘合剂、热板、超声波和/或振动焊接工艺相比,具有许多优点。该技术实现了非接触连接工艺,避免了焊接材料与热源的直接接触,杜绝了由直接接触产生的污染,这对于在食品包装行业中连接相同或不同材料的薄膜的时候非常有效。此外,该技术通常不需要任何第三种材料就可以完成对所需材料的焊接。这些特性对于食品、制药以及医疗器的包装等应用领域非常关键,因为在这些领域,传统工艺所使用的溶剂或者粘合剂通常有一些缺点,例如固化过程中收缩可能缺乏生物相容性等。除此以外,作为密封件,机械强度、寿命、美观等特点也非常重要。
激光器因为方便使用,也容易集成到现有生产线中,所以通常可以被用于具有高度柔性的制造系统中。
聚合物通常采用重叠激光焊接,激光的能量会部分地被吸收到材料中,并转换成热量,使受辐照材料局部熔化,从而产生化学或机械键。夹紧压力通常是该工艺的必要条件,对于确保所焊材料在加热阶段和接头形成期间的连接至关重要。
根据激光束的波长,可以采用吸收焊和透射焊两种方法来焊接聚合物。当采用吸收焊接方法时,在采用光束波长等于10.6μm的CO2激光源进行时,能量被直接照射的上部材料吸收,并且界面通过热传导而熔化。由于聚合物在CO2激光器波长上具有典型的高吸收率,辐照后的器件容易产生烧伤、损伤、穿孔等缺陷,并可能发生降解反应。因此,用这种方法来粘接薄膜可能会产生质量不合格的接头。
在透射焊接方法中,照射的上部材料对于入射的激光辐射必须是透明的(在这种情况下,典型的波长为0.8μm至1.1μm),并且下部材料必须具有吸收性。激光辐射穿过上部材料,在下部材料界面被吸收,并通过热传导加热上部材料,从而确保牢固结合。为了改善下部材料的吸收性,可以使用适当的添加剂,即红外吸收剂,其将影响近红外领域中聚合物的光学性质。例如,炭黑粉末的远光能量吸收对温度场分布有很大影响,会影响焊池的几何形状以及焊缝强度,此方法不能应用于连接两种透明材料。
基于上述情况,本文介绍了用20W脉冲(PW)光纤激光器对聚乳酸(PLA)薄膜与食品包装用铝薄膜进行激光传输焊接的实验结果,以确定工艺的可行性区域。
1.2.关于激光透射焊接
聚合物薄膜与金属薄膜的激光传输焊接涉及到复杂的物理现象,这些现象影响到接面处的连接机制。激光与材料相互作用产生的热量使聚合物升温熔化,聚合物与金属表面相互作用,形成机械键和化学键。Katayama和Kawahito在实验中通过提高熔融聚合物的局部压力,证明了熔融聚合物中气泡的形成即利用机械机制增强了其对金属表面的粘附。通过利用x射线光电子能谱(XPS)对不同材料的界面化学键合进行了研究。结果发现:激光功率、脉冲重复频率、脉冲持续时间、光束直径、焊接速度等工艺参数以及导热系数、比热、密度、激光吸收系数、反射率、透射系数等材料性能对接头质量有很大影响。无论如何,当激光束产生的热能足以激活键合机制时,就形成了牢固的连接。
激光加热的主要作用是控制温度防止过快升高,以便能保持聚合物的熔点和发生降解反应的温度之间的范围。通过测量焊接过程中的温度分布来预测工艺参数对接头质量的影响是比较困难的。之前的学者们提出了用数值模型来模拟物理过程和预测界面温度分布的方法。Mahmood等人建立了确定聚酰亚胺(0.18mm厚)与钛(0.05mm厚)成膜最佳条件的有限元模型。Mayboudi等人研究表明:光束散射是激光传输焊接工艺热模型中的一个重要因素。他们通过使用具有矩形均匀光束能量分布的半导体激光器,为商用聚酰胺-6(透明PA6到含0.2%碳黑的PA6)的搭接接头定义了一个三维瞬态热模型。在温度分布和焊接尺寸方面,将数值结果与实验数据进行了比较。结果表明,该模型只有在考虑了激光在聚合物传输过程中的散射时,与实验数据吻合较好。Acherjee等人还定义了一个三维模型,用于预测聚偏氟乙烯(PVDF)箔到钛箔激光传输焊接的界面温度场和焊缝尺寸。该模型还可用于确定激光功率和激光焊接速度的最佳组合,可用于焊接特定的一组不同材料。通过使用有限元分析和实验设计技术进行的系统研究也是由同一作者完成的。
基于仿真结果的经验模型,我们评价了功率、焊接速度、光束直径、炭黑含量等工艺参数对焊缝性能的影响。所考虑的材料是天然的和不透明的聚碳酸酯。Wang等人使用响应面方法,利用连续波二极管激光器或PET薄膜和钛对聚对苯二甲酸乙二酯(PET)薄膜和AISI316薄板的激光焊接进行了优化。计算结果与试验结果吻合较好。Fiorini等人通过对比激光传输焊接和基于溶剂的焊接技术,研究了PLA的可焊性。其目的是比较不同比例的冲击改性剂对聚乳酸薄膜的连接效率,以提高材料的韧性和加工性能。
2.材料和实验方法
下面将介绍所研究的材料、实验方法和一些用于关节表征的方法。
2.1.材料
聚乳酸PLA是一种高度环保,并且用途广泛的聚合物。在薄膜、杯子、盘子、一次性餐具等包装产品中,当可降解性和可回收性是产品不可缺少的特性时,PLA可用于替代不可生物降解的塑料。最近,聚乳酸也已被用于制作智能手机、平板电脑和其他电子设备部件的外壳。聚乳酸可采用应用于热塑性材料的标准技术进行加工,如注塑、热成型、发泡、薄膜和平板的挤出铸造、吹膜、瓶子的拉伸吹塑和静电纺丝。只需要进行很小的修改就可以使用标准设备。然而,聚乳酸具有比石油基聚合物更高的脆性和更低的阻隔性能。然后,聚乳酸在高温下水解,水分的存在会破坏其物理性能。因此,在加工前必须进行仔细干燥。目前聚乳酸薄膜主要应用于包装领域,例如用于有机蔬菜包装袋和标签。虽然当前市场容量仍然较小,但是许多研究预测,在未来几年,聚乳酸薄膜的使用量和产量将快速增长。
下述实验的目的是:使用光纤激光器,把由Sidaplaxv.o.f.公司生产的75μm厚的商业PLA膜加入并使用在25μm厚的铝箔上用于食品包装。依据DS/EN546-2标准,金属膜由退火的纯铝ENAW-1050A[Al99.5]制成。两种使用材料的相关材料特性报告如下(表1)。
2.2.实验设置
该实验中采用的实验装置是基于IPGYLPQ的光纤激光源,最大平均功率为20W,波长等于1.064μm,M²=1.1,最小光斑尺寸为50μm。该系统配备了CNC控制的AerotechPRO1153轴线性运动系统。
在焊接试验期间,所述激光源的脉冲重复频率f和脉冲持续时间τ保持恒定,平均功率P和焊接速度v为变量。
激光束已经散焦以实现光斑直径等于800μm。表2中描述了实验期间使用的工艺参数值。
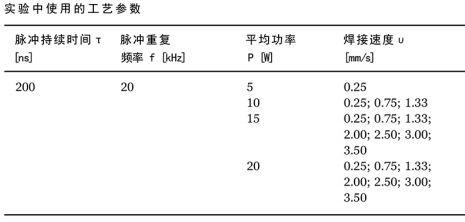
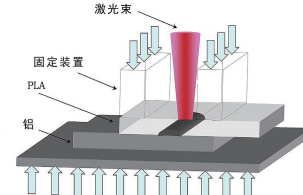
对每一组参数进行了5个样本的检验,验证了过程的重复性,得到了有效的统计分析结果。设备和工艺示意图如图1和图2所示。夹紧压力通过聚甲基丙烯酸甲酯(PMMA)板施加到接近激光工作区,保证了重叠薄膜之间紧密接触。为了避免光束在PMMA中吸收,在板中开启了与激光-材料相互作用区相对应的窗口。
实验测量值还与结合PW激光加工典型参数的k因子相关。定义如下式(1):
其中,P/v是每单位长度的能量(J/mm),fτ是占空比,表示对应于能量脉冲周期的时间百分比。在该脉冲期间,激光束是活动的,并且它将能量传递给处理过的材料。在实验期间,占空比保持恒定,并等于0.004。在以下部分中,k系数以J/mm为单位表示。
2.3.关节特征
为了得到一个20毫米×120毫米的简单矩形(图3),对薄膜和焊接试样进行了切割。
为了评估焊缝的质量,先前通过光学显微镜观察了接合区域,以揭示可能的缺陷并测量上表面上焊缝的特征尺寸。
通过使用Instron5966试验机对焊接样品进行机械测试,以测量它们的粘合强度,其中交叉载玻片的速度为3mm/min。拉伸试验时,样品的铝膜侧已经用胶带紧固,以确保破裂发生在连接区域中。
用相同的方法对两种基材进行了测试,并与接头进行了比较。对于每一个样本,接头强度单位为N/mm2,σ为单位的接合强度,将测得的载荷F除以横向接头部分的面积:
其中t是厚度(0.075µmPLA),l为接头长度
3.结果和讨论
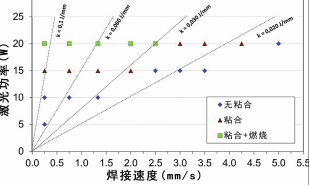
图4为总结实验结果得到的工艺可行性分析图。对于每一种焊接条件,对应于一定的激光功率水平,焊接粘合区域的质量特征都不尽相同。从图中可以看出,焊接发生在激光功率较高值时(大于10w),与焊接速度或k因子的不同范围的对应主要取决于功率级别。当采用功率最高值时,根据焊接速度(或k因子),接头呈现三个不同的方面。在k因子最高值或在处理速度最低值时,聚乳酸膜表面出现降解。这种情况称为“粘合+燃烧”。当k因子降低到0.030J/mm时,可以获得良好的质量而不会使焊接区域降解。最后,如果焊接速度增加到一定程度,或者k因子在0.020J/mm左右下降,焊接就无法实现。
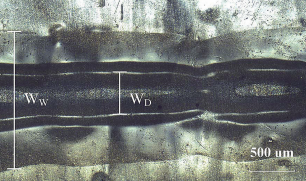
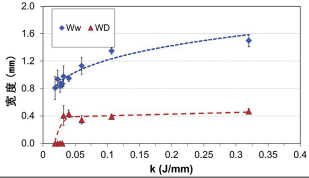
图5是“粘合+燃烧”条件下焊接区域的放大图。两个区域是明显可区分的:聚合物膜的熔融区域,其宽度为WW,此处聚乳酸与铝膜结合;一个宽度为WD的内部燃烧区,其中发生了聚合物膜的降解。
图6示出了为上表面焊缝宽度WW和降解区宽度WD与k因子的关系。由于所采用的激光呈现高斯光束形状,光束质量M²接近1.0(这意味着光斑中心的能量集中),生成的热量会导致焊缝的中心区域的温度较高(例如达到条件较苛刻时聚合膜的燃烧温度),而周围区域的较低温度。当k因子较高时(如上图右侧所示),由于铝膜的高导电性,处于接头区域中心的材料也会在没有直接被激光束击中的区域发生燃烧和黏结。事实上,焊缝宽度达到了1.6mm的最大值,相当于光斑尺寸的两倍。
反之,当每单位长度能量较低时(图6,左侧),辐照区周围的熔体材料反而减少,但只要温度高于聚乳酸燃点,焊缝中心线处的降解就会持续。因此,得出焊缝宽度直接依赖于k因子,而降解的宽度并不严格依赖于k因子,并且它消失在0.032J/mm以下。
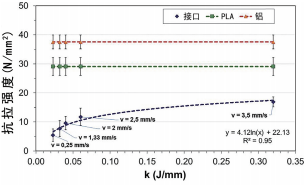
在图7中,我们分析认为,固定激光功率为20W时,接头拉伸强度与k因子的关系,并与聚乳酸膜和铝膜的拉伸强度进行了比较。k因子的影响是明显的,其关系近似遵循对数定律。这一关系证实,当k因子较高(或焊接速度较低)时,由于实验设置,尽管焊缝中心区域会发生降解,激光束释放出的能量在周围辐照区可以实现良好的结合。
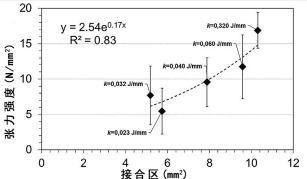
预计取决于有效粘合面积的拉伸强度可由下式表示:
其中WW,WD和l已在前一节中介绍过。事实上,强度和粘合区域都是k因子的函数,k因子是P/v的函数(图7和图6)。最后,图8显示了在不同的k因子值下,粘合区域的拉伸强度和有效表面之间的实验关系。
4.结论
采用PW20W光纤激光焊接技术,对食品包装用的聚乳酸和铝薄膜焊接的性能进行了实验研究。结果表明,聚乳酸与铝薄膜的连接是可行的,连接质量取决于激光光源的功率大小。引入了一个重要的工艺参数:k因子或单位长度的能量。它有助于理解过程的可行性,并可能有助于未来对不同占空比值的比较。
当每单位长度的能量较低时,拉伸强度会降低,因为该能量不足以激活粘接薄膜所需的化学和机制的过程。此外,工作区域的温度值必须保持在聚合物熔点和燃点之间,否则降解现象会影响接头的质量。在上述研究中,由于激光束功率在焊点的高斯分布,在接近焊缝中心线的最低焊接速度下发生降解。预期可以通过在光束直径内采用均匀的强度分布(顶帽能量分布)来实现更好的粘合条件,这种分布允许辐照区温度恒定。
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录