 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
如果您认为您的涂料涂装技术选择喷枪或是旋杯仅仅是基于雾化和转换效率,那么您只考虑了一半的问题。 在本文中,我们研究了一些关于喷枪和旋杯鲜为人知的事实——供应商从未透露过的事情——以及这些“秘密”如何影响水性涂料、溶剂型涂料和紫外线固化涂料的涂装,特别 是表面处理。我们将这些因素提炼成实用指南,帮助您为项目选择最佳的涂膜涂布器,这样您获得理想处理结果的机会将会增加一倍以上,同时还能伴随着较高的首次通过率,并将与饰面相关的废弃物最少化。
简介
任何饰面操作的目标都是对主体部件施加具有一致性且连续性的涂层。涂层有多种用途:
1. 美化以改善零件的外观。
2. 防止发生划伤、腐蚀、紫外线损伤等。
3. 改进零件在最终应用中的性能。 这包括增加防潮性能,减少空气动力学阻力(即汽车、飞机、火箭等),液压阻力(即船只、大船、鱼雷等)以及其他阻力。
有许多方法可以涂覆涂层,包括浸涂、涂刷、滚涂、流涂等,但在本讨论中,我们将重点关注喷涂操作。
在喷涂操作中,涂层被雾化成液滴并被施加到部件表面,液滴彼此重新连接并流出以形成薄膜。用于执行此雾化的主要设备是喷枪和旋杯。
喷枪和旋杯间的比较
◆ 相似度
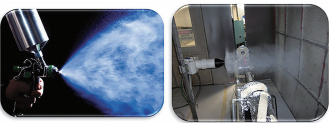
因为喷枪和旋杯都做同样的工作,所以很容易理解它们之间有许多相似之处。 两者都将涂层雾化成云状物,形成可以在目标部件表面扩散的扇形图案(图 1)。
两者都使用压缩空气来“塑造”扇形图案。两者均可用于 静电应用,其中涂料颗粒以高电压充电,并且部件接地,在液 滴涂料和部件之间产生“吸引力”。 这有助于减少过喷,即在 部件上留下过多涂料,也有助于提高转换效率。
◆ 差异
虽然两者都形成了一个扇形图案,但从图 1 可以明显看出,形成的模式可以说是非常不同。这是由于部件雾化云状物的形成方式不同。具体我们将在下一节展开讨论。
旋杯比喷枪更大更重,因此喷枪更适用于手动喷涂应用,可以为操作员提供更大的控制,减缓压力和疲劳。旋杯通常限用于机器人、往复运动器或其他自动化应用。
虽然任何涂膜涂布器都容易受到维护和清洁问题的影响,但是旋杯更复杂,因为有许多活动的部件。通常,旋杯比喷枪需要更多的维护。
旋杯一般与在较低压力下供应的较低粘度的流体一起使用,而喷枪可能更适用于更高粘度,更高压力的应用。
喷雾
◆ 基本面
简而言之,雾化是应用剪切的结果,剪切将流体撕裂成小颗粒云状物。
旋杯的情况是,当旋转的杯子到达杯子的边缘时,通过增加垂直于流体方向的力量在流体中产生剪切。颗粒物的大小主 要取决于(a)杯子本身的设计,(b)涂层的流速,它决定了流体输送到杯子边缘的速度,以及(c)旋转速度,它决定了杯 子边缘相对于流体的速度。最终,传送给颗粒的大部分能量垂直于旋杯并平行于部件。如果没有一些为云状物指路的手段, 它将简单地悬停在部件附近,仅有很少的液体可以真正到达表面。成型空气不仅用于“塑造”扇形图案,还将其引向部件。
喷枪的情况是,喷枪通过减小流体直径,增加速度来产生剪切,然后使其通过小孔。这将流体分解成小颗粒,形成雾化云。 雾化由孔的尺寸和形状以及流过它的流体流速控制,这通常是流动路径的指征(尺寸和形状),流体的粘度和后面压力的一个函数。扇形图案也由成型空气塑造和引导,但由于流体在雾化时已经以高速向部件移动,因此相较旋杯,喷枪产生的颗粒向部件移动的速度更快。
◆ 量化差异
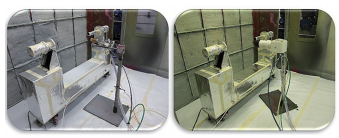
那么这些雾化差异如何影响我们日常的涂层操作呢?我们在位于俄亥俄州托莱多的卡莱流体技术集团 Carlisle Finishing Technologies 的实验室进行了测试,使用 Malvern 粒度分析仪分别测量喷枪和旋杯雾化云中颗粒大小的分布,如图 2 所示。
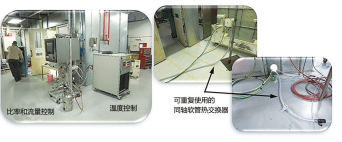
为了保持一致性,喷枪和旋杯都使用 HCNTX 2K 清漆进行测试。使用 Ransberg RCS 系统,比率、流体流量以及雾化和 成型空气均保持恒定。使用 Saint Clair Systems 油漆温度控制系统模拟环境条件,用可重复使用的同轴软管作为热交换器。这样的配置可以在受控的重复步骤中精确控制温度直至分配点。 该系统如图 3 所示。
◆ 喷枪测试
虽然由于该测试系统的控制精度,序列并不重要,但是第一次测试是使用如图 2 所示的喷枪设置进行。所有其他参数由RCS 系统控制维持不变,温度以受控的增量从 65°F(18°C) 上升到 115°F(46°C),这是为了达到改变透明涂层粘度的目的。在每个步骤中,使用 Malvern 分析仪测量雾化云中所得的 Dv(50)粒径尺寸。
结果总结如图 4 所示。在这里我们可以看到,在所有其他变量保持不变的情况下,喷枪施加器的平均粒径从 65°F(18°C) 时的 52.3μ 变化到 115°F(46°C)时仅 38.6μ。
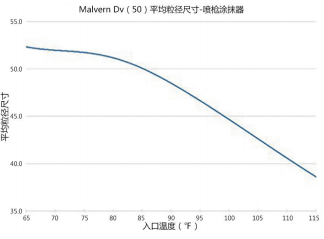
基于上述喷枪雾化的讨论,可以合理地得出结论,雾化的变化与由温度变化引起的透明涂层粘度的变化直接相关。
除了粒径的变化之外,粘度的变化将影响粒子重组并在部件表面上流出。这对于成膜、光泽、橘皮等的表面质量有直接影响。
◆旋杯测试
接下来,在图 2 和 3 所示的装置中用一个旋杯代替喷枪。杯速设定为 32,000 转每分 RPM,并且与喷枪一样,所 有其他参数由 RCS 系统保持恒定。温度再次以 65°F-115°F (18°C-46°C)的控制增量变化,以表示改变透明涂层粘度的表达目的,并且在每个步骤中,都使用 Malvern 分析仪测量雾化云中产生的 Dv(50)粒径。
结果总结并显示在图 5 中。这里我们可以看到,在所有其他变量保持不变的情况下,旋杯涂抹器的平均粒径保持恒定在 ~27μ,与温度变化无关。
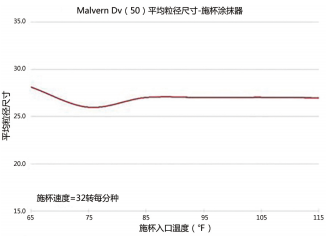
基于上述雾化的讨论,可以合理地得出结论,旋杯雾化不受由温度变化引起的透明涂层粘度变化的影响。
通过在 85°F 的中间温度下将杯速从 32,000 转每分 RPM 增加到 60,000 转每分 RPM 可以证实该理论。这时平均粒径从 ~27μ 变为 ~16μ。
因为它们都是在 20μ 粒度刻度和 65°F 到 115°F 温度刻度上绘制的,所以它们可以整合在同一图表上,如图 6 所示。 这使我们可以简单地将雾化性能比较为两种涂布器类型的温度 (粘度)函数。
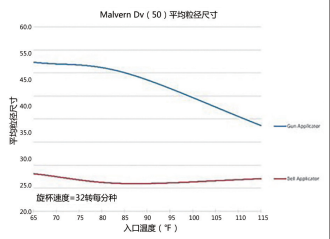
尽管使用旋杯涂布器,颗粒尺寸并没有随着温度的变化而变化,但粘度的变化仍会影响粒子重组并在零件表面流出——就像喷枪涂抹器一样——这也仍然会在薄膜构造、光泽、橘皮等方面直接影响饰面质量。
环境对粒子温度的影响
人们普遍认为,注意控制喷漆室的温度是一件重要的事情, 因为它会直接影响应用涂料的温度。乍看下,这似乎是一个合乎逻辑的假设。毕竟,雾化的液滴极小,数量又众多;与大量流体相比,它们与环境空气大面积接触。然而,现实却大相径庭。
虽然几乎不可能测量云状物中单个液滴的温度,但计算温 度变化却相当简单。Saint Clair Systems 公司开发了可以快速、轻松地进行这些计算的工具,帮助涂层机更好地评估和规划其过程控制策略。示例计算如图 7 所示。
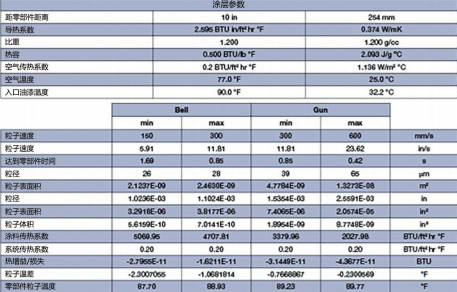
在这里,我们可以看到一些关键场景被放在一起,便于进行比较。上文中关于雾化的讨论,我们注意到喷枪以比旋杯快得多的速度将粒子移向他们的目标。根据卡莱尔流体技术公司 Carlisle Fluid Technologies 的说法,旋杯产生的颗粒速度范围 为 150-300 毫米 / 秒,而喷枪产生的颗粒速度范围为 300-600 毫米 / 秒,是施杯的两倍。这意味着颗粒在空气中的平均时间 范围为 0.42s-1.69s。尽管环境空气具有较大的表面积,但实现 温度变化的时间并不长。当我们考虑空气的绝缘特性时,这一点就特别容易理解,其 U 值仅为 0.2 BTU /ft²hr °F。
在这个具体的例子中,喷漆室温度为 77°F(25°C),油 漆从从一个循环系统以温度 90°F(32°C)进入喷漆室,这里提到的循环系统是在夏日,从混合室到桁架循环。这对于许多油漆匠来说是一个相当常见的场景。我们可以看到,由于喷枪产生的高颗粒速度导致在空气中逗留的时间变短,油漆的温度损失范围在 0.25°F-0.75°F 之间——到达部件时温度仍然高于 89°F。即使由于旋杯速度较低而导致在空气中逗留的时间相对较长,油漆温度仅改变 1.1°F-2.3°F——在最坏的情况下,仍然会在接近 88°F 下到达部件。如果您假设您的油漆在 77°F 下应用并且其实际温度等于(或高于)88°F,您可能会发现很难做出正确的决定来保证饰面质量符合规格。
这就是为什么现代渐进式涂布机在完成质量方面,更看重控制应用点涂料温度,而不是控制喷漆室温度。
如何选择一款涂布器
选择涂布器时,首要考虑的是喷绘内容以及喷绘方式。正如我们之前提到的那样,喷枪更适合手动应用,旋杯则不然。然而,在机器人应用中,两者各有所长。我们将以汽车为例。
更快的速度和更多的喷枪定向扇形图案被认为更适合“切入”——具有深曲线的喷绘区域,如门、车身、发动机舱等周围区域。旋杯雾化的一致性使其更适合于具有柔和形状的大面积表面处理,这些区域的表面完成度非常关键(通常称为“A 级”),如发动机罩、 车顶、后车厢盖、车门、四分之一面板等。
同样,一级供应商通常将喷枪用于镜壳、烤架等深型零件——因为他们需 要将油漆驱动到这些区域如果喷涂速度较低,就会喷涂不够充分——但随后还会使用旋杯,来达到更温和的效果,比如注重美学的部件,如挡板、充气门、 保险杠和托板。
简而言之,两种涂布器方式都有它 们用途,并且将两种方式组合使用,充分利用其优势的做法也很常见。同样重要,需要理解的是,任何一种方式都不能克服输送涂层到它们时产生的问题。 然而,当我们遇到问题时,通常最先拨打的两个电话就是我们的涂料供应商和涂布器供应商。
作者:Michael R. Bonner,密歇根州华盛顿市圣克莱尔Saint Clair 系统工程与技术公司副总裁

