 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
“做世界一流的中小航空发动机供应商”——自 1951 年建厂成立近 70 年来,怀抱着这个梦想与目标,中国航发南方工业有限公司(以下简称南方公司)始终坚持创新, 不断提升发展核心技术能力,现已形成航空发动机研制、 生产、修理、服务保障于一体的强大优势体系。南方公司是行业内种类最全、型号最多的航空发动机企业之一,作为我国中小航空发动机研制生产基地,航空发动机的工艺与制造技术能力处于国内先进水平,部分核心零部件关键技术更是达到了世界先进水平。
精度高、材料与结构双重难加工的特性,让航空零部件的制造总是很难在品质与效率间达到平衡。由此,工艺 优化、提速提效的生产改革一直在南方公司大范围、持续性开展。借助智能领先的设备与工具产品,来最大限度地解决加工效率低、精度不够、生产环节不合理等问题,效果明显。曾采用传统分层铣削方式进行生产加工的减速器主要零件游星架的窗口结构正是南方公司工艺改革的典型实例。
效率瓶颈,传统加工方式急需改善
游星架是减速器中的主要零件,其结构复杂,大小不一的内需钻孔内要安装齿轮轴等多个转动件。游星架底部圆柱形结构的外围有 4 个窗口结构,需要从实体形式的毛坯件开始掏空加工,不仅加工余量非常大,其对表面质量的要求也十分严格。
“在以往生产中,对于这个窗口结构,我们采用的是传统的分层铣削加工形式。这种方法虽然加工稳定,表面质量得以保证,但是效率相当低下。”南方公司某相关工程师介绍说,“分层铣削每次加工最多只能深入 2 毫米, 而游星架窗口结构的径向需切削深度为 70 余毫米,要完成加工需要在径向深度方向循环切削 40 次。每次循环中沿窗口铣削一周的时间是 2 分钟,完成单个窗口加工就需要至少 80 分钟。”
另外,如此加工效率让该零件占用设备的情况十分严重。车间经常出现为了加工游星架这个零件,而导致其余需要上该设备的零件排队积压,对生产造成了很大影响。 因此,急需对其进行工艺改善和效率提升。

工艺改善:整体铣刀 + 动力铣削
传统分层铣削方式中采用的是切削刃有限的装刀片式铣刀,每次径向切削深度仅为 2 毫米,且无法增大,这也最直接地导致了切削次数和切削时间的增加。所以,首先考虑的就是如何加大径向切削深度的问题。
在深入分析比较后,南方公司决定采用切削深度更大的整体玉米铣刀替换原有的刀片铣刀。同时,零件窗口结构刚开始是实体毛坯状态,整体玉米铣刀若要单次直接实现满刃切削,则首先需要加工一个底孔让刀具能够伸入零件使切削刃整体接触到加工面。效率更高、切削力更大的钻削形式成了最佳选择。由此,他们基本制定了先采用钻头加工底孔,再使用整体玉米铣刀进行满刃切削的加工方式。
在解决了切削深度问题,减少了循环切削次数后,南方公司的技术人员们又开始考虑是否能通过加大进给、切深、 提高转速等方式增大刀具切削力,从而减少循环中一周切削 时间。“然而,这种设想很快就被推翻了。采用整体刀具满刃切削时的切削载荷较大,如果直接提高进给、切深等加工参数,必然会导致刀具和工件之间的接触时间长、切削温度升高,刀具难以承受则易造成打刀,进而影响刀具使用寿命和加工质量。” 该工程师继续介绍说,“随后,我们团队又对编程方式进行了反复的讨论和探索,最终找到了能提高切削参数同时又能使刀具承受恶劣加工条件的切削方式——动力铣削。”
与传统加工不同,在动力铣削过程中铣刀是处于一边自转一边公转的状态,减少了接触角和每转切除量,从而降低了切削力和切削温度,使刀具能适应更恶劣的切削要求;同时, 动力铣削实现了将非连续加工变成连续加工,加工稳定性更高,因此加工转速、切削等参数可继续提高,从而实现大余量快速切削。

优质刀具方案打造极致高效
工艺方案确定后,接下来就是要寻找合适的刀具产品了。 整个提效方案需要 4 把刀具,首先是用于窗口刚开始加工时进行钻削加工,形成底孔的大直径钻头;然后是快速铣削去除窗口余量和协助清除边角残留余量的玉米合金铣刀;以及最后用于窗口精加工,保证最后尺寸及表面质量的精加工整体合金刀具。
在了解对比了市场上多种刀具品牌后,南方公司最终选择了拥有完整产品系列且对多种航空零件加工具备丰富经验的山高刀具。航空部件的精度要求十分严格并且材料成本非常高,生产过程中的可靠性、安全性至关重要,南方公司需要的是实力强大、品质可靠的供应商。而山高刀具在航空制造领域一直备受好评,其技术团队更有着丰富的应用经验,在接触之初便赢得了南方公司的信任。
针对钻削工序,南方公司使用了山高刀具新型的 Perfomax 飓风钻,其优化的排屑槽,可以实现最佳的切屑控制和排屑,从而有效提高钻削参数,实现高效金属去除效果, 并延长刀具使用寿命。排屑槽所采用的新型“减磨表面”的特殊波形尽可能减少了切屑和排屑槽之间的接触,使刀具应用更为安全可靠。
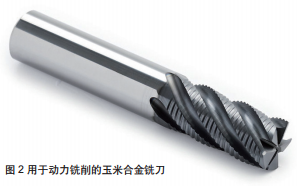
“对于整个方案中最为核心的整体刀具铣削过程,我们 制定了两种刀具配合使用的方案。先使用长度较短的玉米合金铣刀,采用动力铣削方式,快速铣削去除窗口余量,然后用长度稍长的同款铣刀清除上款刀具未能去除的边角残留余量。”
山高刀具航空航天应用经理宋永辉对刀具方案进行解释说明,“这两款刀具是山高 JABRO JHP993 系列,非常适合高效率金属切削加工,它特有的分屑槽设计,即使在较大 切削用量的情况下,也能有效控制切屑。可形成非常小的碎屑, 避免了切屑在型腔中难以排出而带来的刀具折断风险。另外, 该系列刀具采用超细粉末制成的基体,兼具硬度和韧性,配合多刃的设计,可实现更高的进给速度,充分发挥了动力铣 削的优势。” 山高的这两款整体玉米合金铣刀将窗口结构初步加工完成只花费了短短 10 分钟的时间,仅是原来分层铣削方式的 1/8,大大超出了南方公司的预期,其加工效果令人惊喜。
最后,是精加工阶段。为了保证良好的表面质量、平面度及垂直度,南方公司选择了适合大切深、小切宽、侧铣加工的 522 长刃精铣刀,可以有效避免分层加工产生的接刀痕, 实现优质的壁面光洁度。“该款刀具特有的几何设计,还能够在加工薄壁的情况下,完美解决由于材料刚性不足而产生 的让刀情况。”宋永辉补充说道。
“通过采用整体合金铣刀进行满刃切削和动力铣削编程方式的工艺,结合山高刀具高效优质的刀具方案,我们成功将游星架窗口结构的加工时间从原来的 80 分钟缩短为 14 分 11 秒,效率提升超过 80%。”该工程师说道,“这类方法不仅仅优化了一个零部件的加工,它在大余量切削、 断续切削等工艺领域都有着很大的推广价值和借鉴意义。 在今后,我们还会将工艺优化、效率提升应用到更多的零部件加工中。”
□本文由山高刀具(上海)有限公司供稿

